
硬质合金,诞生于1923年,它出生在一个传奇而一直让人敬畏的民族-德意志民族。
十九世纪末叶,人们为了寻找新的材料来替代高速钢,以进一步提升金属切削速度、下降加工成本和解决灯泡钨丝的拉拔等问题,便开始了对硬质合金制品的探索。
1893年,德国科学家就运用三氧化钨和糖在电炉中一起加热到高温的办法制取出碳化钨,并试图运用其高熔点、高硬度等特性来制取拉丝模等,以便替代金刚石材料。但是很不幸,由于碳化钨脆性大,易开裂和耐性低等原因,硬质合金第一探索宣布失败。
进入二十世纪二十年代,德国科学家KarlSchroter研讨发现纯碳化钨不能适应拉拔进程中所形成的激烈的应力改变,只有把低熔点金属加入WC中才能在不下降硬度的条件下,使毛坯具有必定的耐性。Schroter提出了用粉末冶金的方法,将碳化钨与少量的铁族金属(铁、镍、钴)混合,然后压制成型并在高于一千多度的高温烧结成硬度合金,世界上第一块硬质合金由此诞生。
而人们对于硬度更高、韧性更强的硬质合金的不断追求,诞生出了很多尖端的硬质合制备生产设备。2005年,我国华南理工大学朱敏团队提出了将冷场等离子体引入到机械球磨中,将W、C、Co 原粉用等离子球磨后,压制成生坯,直接烧结成高性能硬质合金,实现了一步法制备了高性能可调控的W-C-Co硬质合金。
传统WC-Co基硬质合金的生产工艺一般比较复杂,包括钨氧化物的还原、W的碳化、混合粉的湿磨、混合粉的干燥及造粒、生坯压制、脱脂、烧结等工序。显然这种生产工艺繁琐、生产周期较长,同时需要碳化和烧结两次高温过程,能耗较高,如图1所示。
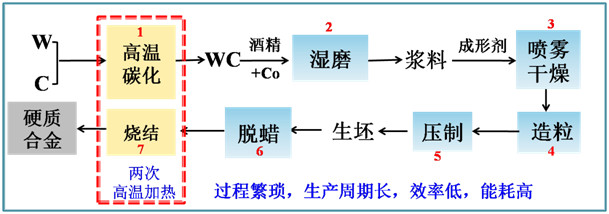
图1:传统工业方法制备WC-Co硬质合金
而使用低温等离子体辅助高能球磨(dielectric barrier discharge plasma assisted milling,简写为等离子球磨)设备,实现了短时间内对W-C-Co粉末的有效细化和活化,实验结果证实经放电等离子球磨(≤3h)后得到的复合粉体,经压制成型后,可以在1390℃左右直接烧结得到WC-Co硬质合金,如图2所示。

图2:基于等离子球磨技术开发的一步法制备WC-Co硬质合金
相比于传统硬质合金制备流程,该方法(碳化烧结一步法)避免了传统硬质合金制备过程中的两次高温缺点,可以一步实现WC的合成和WC-Co合金块体的致密化,是一种具有制备流程短,工艺简便,能耗低的新方法。利用该方法通过调控WC的晶粒大小及形态、控制板状WC排列状态等,制备出了具有双形态、双尺度结构的新型高性能硬质合金。
一、碳化烧结一步法合成硬质合金
一步法合成硬质合金,是基于放电等离子球磨技术,首先将原始W、C、Co粉末采用等离子球磨制备出纳米晶W-C-Co复合粉末,球磨时间为1-3h左右,然后将所制备的上述复合粉末采用冷压成型制成生坯,最后在真空或低压烧结炉中一步碳化烧结合成WC-Co硬质合金块体,如图2所示。该方法通常所制备的硬质合金为高性能纳米晶或超细晶WC-8Co合金。
图3是普通球磨3h和等离子球磨3h的W-C混合粉末的DSC曲线,经过等离子球磨W-C混合粉末约在900℃便生成WC(新型等离子球磨机可以在800℃以下实现WC合成),这比于常规碳热法的碳化温度下降300-500℃,比工业常用球磨时间缩短了几十到上百小时。
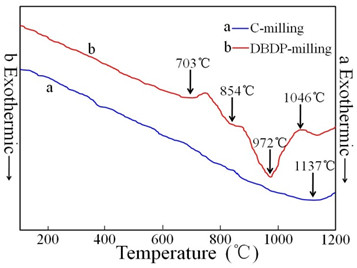
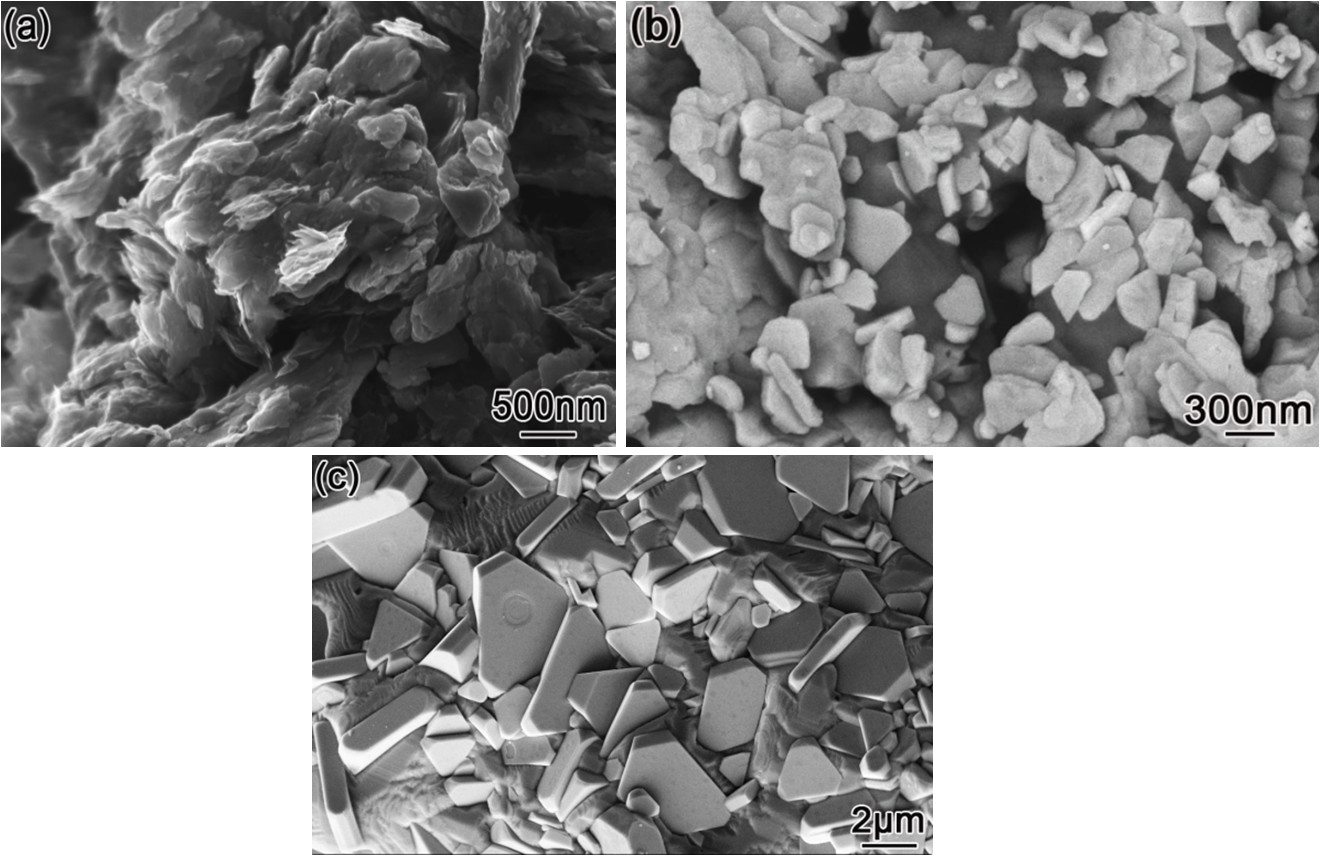
图4:等离子球磨3h后:(a)W-C粉末;(b)W-C粉末在1000℃烧结后的形貌;(c)W-C粉末在1390℃烧结后的形貌
十分有意义的是,采用“一步法”工艺制备出的WC-8Co硬质合金具有优异的力学性能,如图5所示。

图5:等离子球磨制备不同尺度棱柱状和板状WC-8Co硬质合金的力学性能
在“碳化烧结一步法”的基础上,通过调节等离子球磨时间,将不同球磨时间的W-C-Co混合粉末组合可以获得板状和棱柱状WC双形态组合的硬质合金。在适当的板状和棱柱状WC的比例时,硬质合金有更好的综合性能。这是因为板状WC具有较好的抗弯强度,而棱柱状WC的存在又较好地避免了因板状WC高度定向排列所导致的纵截面上TRS较低的问题。
两种不同形态WC的的协同作用,不仅保证了硬质合金力学性能的均匀性,而且有效的提高了综合力学性能。例如:对于真空或低压烧结制备的WC-8Co硬质合金,板状WC百分比约为35%时,其硬度为HRA92.1,横向断裂强度(TRS)约为3800MPa。
因此,利用等离子球磨技术开发的“碳化烧结一步法”制备WC-Co硬质合金,可以实现WC在多形态和多尺度上的微观调控,有利于制备出高硬度、高强度的WC-8Co硬质合金。
二、高性能双形态、双尺度WC硬质合金
WC 晶体属于六方晶系,六方系统晶体的各向异性使得WC晶粒在每一个晶体学方向或平面上的物理和力学性能是不同的。WC(0001)基面的硬度是 WC(10-10)面硬度的2倍。当硬质合金中含有一定量的板状WC时,通过板状WC晶粒性能的各向异性和调控其在硬质合金中的分布状态,可制备出性能比普通硬质合金好的双形态硬质合金。
在研究WC的形态变化对硬质合金性能的研究中,发现通过合理调控等离子球磨工艺,可实现后续烧结过程中WC形态控制为棱柱状或者板状(片晶),如图6所示。
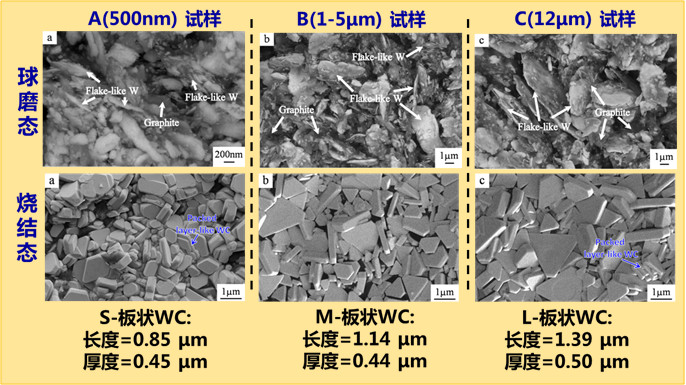
图6:等离子球磨制备的不同尺度的冷柱状和板状WC形貌
在此基础之上,通过调节工艺方法设计并制备出了具有双形态WC晶粒的硬质合金,不同截面上的WC形貌说明通过调节球磨时间可将WC的形态分别调控为棱柱状和板状。在板状WC的含量对提高力学性能的研究中,通过合理设计,调控了不同形态WC在硬质合金基体中的比例以及板状WC的排列状态。
目前,在对所获得的WC-8Co硬质合金保持高硬度的前提下,实现了强度方面的可调控性,硬质合金的力学性能主要表现为:硬度= 91.5 ~ 93.0 HRA,TRS = 3300~4000 MPa,KIC = 17.5 ~ 21.5 MPa*m1/2。
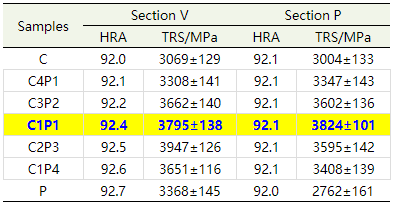
如图7所示一系列双形态硬质合金中的不同WC形态的含量及表1所列力学性能可以看出,双形态硬质合金的典型例C1P1的板状WC含量约为35%,其硬质合金在不同截面上的力学性能为:横截面硬度=92.4HRA,TRS=3795MPa;纵截面上硬度=92.1, TRS=3824MPa。这表明两种不同形态WC的协同作用,不仅保证了硬质合金力学性能在不同截面上的均匀性,而且有效的提高了综合力学性能。
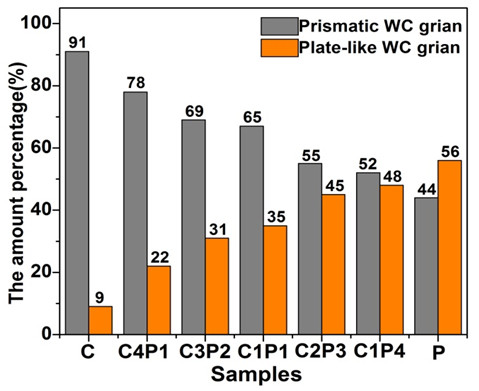
图7:双形态WC硬质合金中棱柱状WC和板状WC的含量变化
表1:双形态WC-8Co硬质合金的硬度及TRS(对应图7)
在另一项制备高含量板状WC硬质合金的后续研究工作中,通过对原始W粉颗粒大小进行筛选,并采用合理的制备工艺可较好的对板状WC的定向排列程度进行调控,并取得了硬质合金在横向断裂强度上的进一步突破,如图8所示。
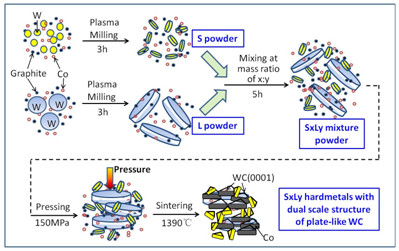
图8:等离子球磨技术制备双尺度板状WC-Co硬质合金工艺路线
现研究阶段中,含高比例板状WC的WC-8Co硬质合金力学可达到的较优异的力学性能为:横截面硬度= 92.4HRA,TRS = 4083MPa,纵截面上硬度= 92.1HRA,TRS= 3924MPa。
对这个技术感兴趣的朋友可直接与我们联系。
 0
0












